










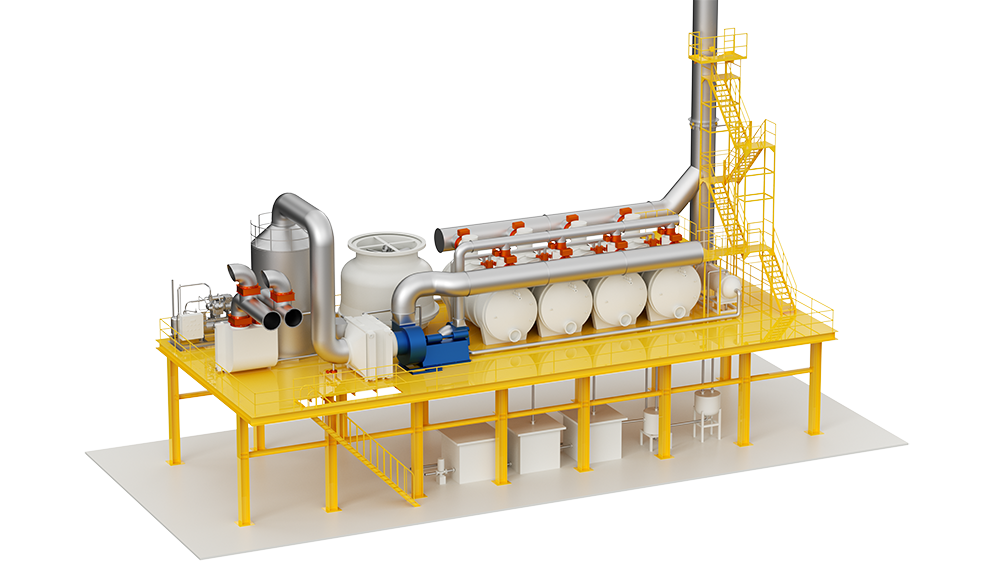
活性炭吸附蒸汽脱附设备

一、设备核心工作原理
二、整套设备系统组成
1. 废气预处理单元
2. 活性炭吸附单元
3. 蒸汽脱附再生单元
4. 低温冷凝回收单元
5. PLC全自动控制单元
三、完整工艺流程
四、设备核心优势
1. 资源化回收,可产生经济效益
2. 无二次污染,合规安全性极高
3. 适配医药间歇波动工况
4. 运维成本低、耗材寿命长
5. 针对性适配含氯腐蚀废气
五、最佳适用工况
六、设备使用限制与注意事项
七、设备综合总结
活性炭吸附+蒸汽脱附工艺核心特点(医药含氯废气专用) 针对医药化工行业含氯有机废气(二氯甲烷、三氯甲烷、氯苯等)工况,活性炭吸附+蒸汽脱附冷凝回收工艺具备极强的工况适配性,区别于RCO、RTO等销毁型工艺,属于资源化、可循环、低次生污染的治理工艺,其核心特点适配医药企业合规生产、降本增效、间歇生产的核心需求,具体优势特点与适用局限如下: 一、核心优势特点 1. 可溶剂回收、变治理为盈利 工艺全程为物理富集、脱附、冷凝过程,不破坏含氯有机溶剂分子结构,可完整回收废气中的高价值氯系溶剂,回收溶剂纯度高,可直接回用于合成、萃取、清洗等生产工序。是含氯废气治理中唯一可实现资源变现的主流工艺,能够长期抵消设备运维、能耗成本,适配中高浓度有价含氯废气工况,解决传统焚烧、催化工艺“只消耗、不产出”的弊端。 2. 无高温反应,杜绝二噁英次生污染 整套工艺全程常温吸附、低温蒸汽脱附,无700℃以上高温工况,从根源上避免含氯有机物裂解生成二噁英、多氯联苯等剧毒副产物,环保合规风险极低。相较于RTO高温焚烧工艺,无需配套复杂的急冷、除二噁英系统,次生污染防控简单、稳定,完美适配医药化工重点环保监管场景。 4. 设备安全系数高,适配化工安全生产规范 活性炭通过蒸汽脱附实现再生循环,使用寿命长,无需频繁更换,大幅减少危废产生量和耗材采购成本;整套系统仅消耗少量蒸汽、水电资源,能耗远低于RTO、RTO燃烧设备。设备结构简单、自动化程度高,人工运维工作量小,长期运营性价比远超销毁型治理设备。 二、工艺局限性(适配避坑特点) 2. 严禁高沸点、易聚合、高粉尘含氯废气 针对≤1000mg/m³的低浓度微量含氯废气,溶剂回收量极低,无法覆盖运维成本,该工况选用催化燃烧工艺更经济。 三、总结定位 活性炭吸附+蒸汽脱附冷凝回收工艺,是医药化工中高浓度、有价含氯废气的最优解。核心特点是:无二次污染、安全稳定、适配间歇生产、可回收盈利、运维低廉,完美契合药企老板“环保达标、控本增效、安全稳产”的核心诉求,唯一短板是对废气组分、浓度有一定适配要求,需精准匹配工况使用。



